ສະລັອດຕິງຂອງເຫຼັກແຂງດ້ວຍເຄື່ອງຕັດ PCBN

ສະລັອດຕິງຂອງເຫຼັກແຂງທີ່ມີເຄື່ອງຕັດ PCBN
ໃນທົດສະວັດທີ່ຜ່ານມາ, ການຂຸດເຈາະທີ່ມີຄວາມແມ່ນຍໍາຂອງຊິ້ນສ່ວນເຫລໍກທີ່ແຂງດ້ວຍທໍ່ polycrystalline cubic boron nitride (PCBN) ໄດ້ປ່ຽນແທນການຂັດແບບດັ້ງເດີມເທື່ອລະກ້າວ. Tyler Economan, ຜູ້ຈັດການດ້ານວິສະວະກໍາການປະມູນຂອງ Index, ສະຫະລັດອາເມລິກາ, ກ່າວວ່າ, "ໂດຍທົ່ວໄປ, ການຂັດຮ່ອງແມ່ນຂະບວນການທີ່ຫມັ້ນຄົງກວ່າທີ່ສະຫນອງຄວາມຖືກຕ້ອງຂອງມິຕິລະດັບສູງກວ່າການເຈາະ. ຢ່າງໃດກໍຕາມ, ປະຊາຊົນຍັງຕ້ອງການທີ່ຈະສາມາດສໍາເລັດຮູບ workpiece ສຸດເຄື່ອງກຶງ. ຄວາມຫລາກຫລາຍຂອງການປຸງແຕ່ງທີ່ຕ້ອງການ."
ວັດສະດຸ workpiece ຕ່າງໆທີ່ໄດ້ຮັບການແຂງປະກອບມີເຫຼັກຄວາມໄວສູງ, ເຫຼັກຕາຍ, ເຫຼັກ bearing ແລະເຫຼັກໂລຫະປະສົມ. ມີພຽງແຕ່ໂລຫະ ferrous ທີ່ສາມາດແຂງໄດ້, ແລະຂະບວນການແຂງແມ່ນປົກກະຕິແລ້ວນໍາໃຊ້ກັບເຫຼັກກາກບອນຕ່ໍາ. ໂດຍຜ່ານການປິ່ນປົວການແຂງ, ຄວາມແຂງພາຍນອກຂອງ workpiece ສາມາດສູງຂຶ້ນແລະສວມໃສ່ໄດ້, ໃນຂະນະທີ່ພາຍໃນມີຄວາມເຄັ່ງຄັດດີກວ່າ. ຊິ້ນສ່ວນທີ່ເຮັດດ້ວຍເຫລໍກແຂງປະກອບມີ mandrels, axles, connectors, drive wheels, camshafts, gears, bushings, drives, bearings, ແລະອື່ນໆ.
ຢ່າງໃດກໍຕາມ, "ວັດສະດຸແຂງ" ແມ່ນເປັນພີ່ນ້ອງກັນ, ການປ່ຽນແປງແນວຄວາມຄິດ. ບາງຄົນຄິດວ່າວັດສະດຸ workpiece ທີ່ມີຄວາມແຂງຂອງ 40-55 HRC ແມ່ນວັດສະດຸແຂງ; ຄົນອື່ນເຊື່ອວ່າຄວາມແຂງຂອງວັດສະດຸແຂງຄວນຈະເປັນ 58-60 HRC ຫຼືສູງກວ່າ. ໃນປະເພດນີ້, ເຄື່ອງມື PCBN ສາມາດນໍາໃຊ້ໄດ້.
ຫຼັງຈາກ induction hardening, ຊັ້ນແຂງຂອງຫນ້າດິນສາມາດຫນາໄດ້ເຖິງ 1.5mm ແລະຄວາມແຂງສາມາດບັນລຸ 58-60 HRC, ໃນຂະນະທີ່ວັດສະດຸພາຍໃຕ້ຊັ້ນຫນ້າດິນປົກກະຕິແລ້ວແມ່ນ softer ຫຼາຍ. ໃນກໍລະນີນີ້, ມັນເປັນສິ່ງສໍາຄັນທີ່ຈະຮັບປະກັນວ່າການຕັດສ່ວນຫຼາຍແມ່ນເຮັດຢູ່ຂ້າງລຸ່ມຂອງຊັ້ນແຂງ.
ເຄື່ອງມືເຄື່ອງຈັກທີ່ມີພະລັງງານພຽງພໍແລະຄວາມແຂງແມ່ນເງື່ອນໄຂທີ່ຈໍາເປັນສໍາລັບການ grooving ຂອງພາກສ່ວນແຂງ. ອີງຕາມ Economan, "ຄວາມແຂງຂອງເຄື່ອງຈັກທີ່ດີກວ່າແລະພະລັງງານທີ່ສູງຂຶ້ນ, ການເຈາະຂອງວັດສະດຸແຂງແມ່ນມີປະສິດທິພາບຫຼາຍຂຶ້ນ. ສໍາລັບວັດສະດຸ workpiece ທີ່ມີຄວາມແຂງຂອງຫຼາຍກ່ວາ 50 HRC, ເຄື່ອງມືເຄື່ອງແສງສະຫວ່າງຈໍານວນຫຼາຍບໍ່ຕອບສະຫນອງເງື່ອນໄຂການຕັດທີ່ຕ້ອງການ. ຖ້າຄວາມອາດສາມາດຂອງເຄື່ອງຈັກ (ພະລັງງານ, ແຮງບິດ, ແລະໂດຍສະເພາະແມ່ນຄວາມເຂັ້ມງວດ) ແມ່ນເກີນ, ເຄື່ອງຈັກບໍ່ສາມາດສໍາເລັດໄດ້."
ຄວາມແຂງກະດ້າງແມ່ນມີຄວາມ ສຳ ຄັນຫຼາຍ ສຳ ລັບອຸປະກອນທີ່ຍຶດເອົາບ່ອນເຮັດວຽກເພາະວ່າ ໜ້າ ທີ່ຕິດຕໍ່ຂອງຂອບຕັດກັບຊິ້ນວຽກແມ່ນມີຂະ ໜາດ ໃຫຍ່ໃນລະຫວ່າງຂະບວນການ grooving, ແລະເຄື່ອງມືຈະສົ່ງຄວາມກົດດັນຢ່າງຫຼວງຫຼາຍຕໍ່ workpiece. ໃນເວລາທີ່ clamping workpieces ເຫຼັກແຂງ, clamp ກ້ວາງສາມາດໄດ້ຮັບການນໍາໃຊ້ເພື່ອ disperse ດ້ານ clamping ໄດ້. Paul Ratzki, ຜູ້ຈັດການຝ່າຍການຕະຫຼາດຂອງບໍລິສັດ Sumitomo Electric Hard Alloy Co., ກ່າວວ່າ, "ຊິ້ນສ່ວນທີ່ຈະເຄື່ອງຈັກຕ້ອງໄດ້ຮັບການສະຫນັບສະຫນູນຢ່າງຫນັກແຫນ້ນ. ໃນເວລາທີ່ເຄື່ອງຈັກແຂງ, ການສັ່ນສະເທືອນແລະຄວາມກົດດັນຂອງເຄື່ອງມືທີ່ສ້າງຂຶ້ນແມ່ນໃຫຍ່ກວ່າໃນເວລາທີ່ເຄື່ອງຈັກເຮັດວຽກທໍາມະດາ, ເຊິ່ງອາດຈະເຮັດໃຫ້ການຍຶດຂອງ workpiece ໄດ້. ບໍ່ສາມາດບິນອອກຈາກເຄື່ອງໄດ້, ຫຼືເຮັດໃຫ້ແຜ່ນ CBN ຊິບຫຼືແມ້ກະທັ້ງແຕກ."
ກ້ານໃບທີ່ຖືຊ່ອງສຽບຄວນສັ້ນເທົ່າທີ່ຈະເປັນໄປໄດ້ເພື່ອຫຼຸດຜ່ອນການ overhang ແລະເພີ່ມຄວາມແຂງຂອງເຄື່ອງມື. Matthew Schmitz, ຜູ້ຈັດການຜະລິດຕະພັນ GRIP ຢູ່ Isca, ຊີ້ໃຫ້ເຫັນວ່າໂດຍທົ່ວໄປ, ເຄື່ອງມື monolithic ແມ່ນເຫມາະສົມສໍາລັບ grooving ຂອງວັດສະດຸແຂງ. ຢ່າງໃດກໍຕາມ, ບໍລິສັດຍັງສະຫນອງລະບົບ grooving modular. ທ່ານກ່າວວ່າ "ກ້ານແບບໂມດູນສາມາດຖືກນໍາໃຊ້ໃນສະຖານະການເຄື່ອງຈັກທີ່ເຄື່ອງມືແມ່ນມີຄວາມສ່ຽງທີ່ຈະລົ້ມເຫລວຢ່າງກະທັນຫັນ," ລາວເວົ້າ. "ທ່ານບໍ່ຈໍາເປັນຕ້ອງປ່ຽນ shank ທັງຫມົດ, ທ່ານພຽງແຕ່ຕ້ອງການທົດແທນອົງປະກອບທີ່ມີລາຄາແພງຫນ້ອຍ. The modular shank ຍັງສະຫນອງແນວພັນຂອງທາງເລືອກໃນການເຄື່ອງຈັກ. ລະບົບ modular Grip ຂອງ Iskar ສາມາດຕິດຕັ້ງຢູ່ໃນຜະລິດຕະພັນທີ່ແຕກຕ່າງກັນ. ທ່ານສາມາດນໍາໃຊ້ທີ່ຖືເຄື່ອງມືທີ່ມີ 7 ແຜ່ນໃບຄ້າຍຄືທີ່ແຕກຕ່າງກັນສໍາລັບ 7 ສາຍຜະລິດຕະພັນຫຼືຈໍານວນຂອງແຜ່ນໃບຄ້າຍຄືສໍາລັບການປຸງແຕ່ງທີ່ແຕກຕ່າງກັນສາຍຜະລິດຕະພັນດຽວກັນກັບຄວາມກວ້າງຂອງໂມ້ໄດ້.
ຜູ້ຖືເຄື່ອງມືຂອງ Sumitomo Electric ສໍາລັບການຍຶດເອົາແຜ່ນໃສ່ CGA ທີ່ໃຊ້ວິທີການຍຶດດ້ານເທິງທີ່ດຶງແຜ່ນໃບກັບຄືນໄປບ່ອນເຂົ້າໄປໃນຕົວຍຶດ. ຕົວຍຶດນີ້ຍັງມີສະກູຍຶດຂ້າງເພື່ອຊ່ວຍປັບປຸງຄວາມຫມັ້ນຄົງຂອງການຈັບແລະຍືດອາຍຸຂອງເຄື່ອງມື. Rich Maton, ຜູ້ຊ່ວຍຜູ້ຈັດການຂອງພະແນກອອກແບບຂອງບໍລິສັດກ່າວວ່າ, "ເຄື່ອງຍຶດເຄື່ອງມືນີ້ຖືກອອກແບບມາສໍາລັບການເຈາະຂອງຊິ້ນວຽກທີ່ແຂງ, ຖ້າແຜ່ນເຄື່ອນທີ່ຢູ່ໃນຕົວຍຶດ, ແຜ່ນໃບຈະສວມໃສ່ໃນໄລຍະເວລາແລະຊີວິດຂອງເຄື່ອງມືປ່ຽນແປງ. ອຸດສາຫະກໍາ (ເຊັ່ນ: 50-100 ຫຼື 150 workpieces ຕໍ່ການຕັດແຂບ), ການຄາດຄະເນຂອງຊີວິດຂອງເຄື່ອງມືແມ່ນມີຄວາມສໍາຄັນໂດຍສະເພາະ, ແລະການປ່ຽນແປງໃນຊີວິດຂອງເຄື່ອງມືສາມາດມີຜົນກະທົບຢ່າງຫຼວງຫຼາຍຕໍ່ການຜະລິດ."
ອີງຕາມການລາຍງານ, Mitsubishi Materials 'GY series Tri-Lock modular grooving system is comparable in rigidity to integral blade chucks. ລະບົບດັ່ງກ່າວສາມາດຈັບແຜ່ນເຈາະໄດ້ຈາກສາມທິດທາງ (peripheral, ທາງຫນ້າແລະດ້ານເທິງ). ການອອກແບບໂຄງສ້າງສອງຂອງມັນປ້ອງກັນບໍ່ໃຫ້ແຜ່ນໃບຖືກຍົກຍ້າຍໃນລະຫວ່າງການວາງຮ່ອງ: ການຄາດຄະເນຮູບຊົງ V ປ້ອງກັນແຜ່ນໃບຈາກການເຄື່ອນຍ້າຍໄປຂ້າງ; ກະແຈຄວາມປອດໄພກໍາຈັດການເຄື່ອນໄຫວໄປຂ້າງຫນ້າຂອງແຜ່ນໃບທີ່ເກີດຈາກຜົນບັງຄັບໃຊ້ຂອງການຕັດໃນລະຫວ່າງການເຄື່ອງຈັກສະລັອດຕິງ.
ແຜ່ນເຈາະທີ່ຖືກນໍາໃຊ້ທົ່ວໄປສໍາລັບພາກສ່ວນເຫລໍກແຂງປະກອບມີການແຊກຮູບສີ່ຫລ່ຽມທີ່ງ່າຍດາຍ, ແຜ່ນປະກອບ, ແຜ່ນເຈາະ, ແລະອື່ນໆ. ໂດຍທົ່ວໄປແລ້ວ, ຮ່ອງທີ່ຕັດແມ່ນຈໍາເປັນຕ້ອງມີພື້ນຜິວທີ່ດີເພາະວ່າພວກມັນມີສ່ວນປະສົມ, ແລະບາງແຜ່ນແມ່ນ O-rings ຫຼື snap rings grooves. ອີງຕາມການ Mark Menconi, ຜູ້ຊ່ຽວຊານດ້ານຜະລິດຕະພັນຂອງ Mitsubishi Materials, "ຂະບວນການເຫຼົ່ານີ້ສາມາດແບ່ງອອກເປັນ groove machining ເສັ້ນຜ່າສູນກາງພາຍໃນແລະນອກເສັ້ນຜ່າສູນກາງ, ແຕ່ການດໍາເນີນງານ groove ສ່ວນໃຫຍ່ຮຽກຮ້ອງໃຫ້ມີການຕັດລະອຽດ, ລວມທັງຄວາມແມ່ນຍໍາຂອງແສງສໍາຜັດຈາກຄວາມເລິກປະມານ 0.25 ມມຂອງການຕັດເຖິງ. ຕັດເຕັມທີ່ມີຄວາມເລິກປະມານ 0.5 ມມ."
grooving ຂອງເຫລໍກແຂງຮຽກຮ້ອງໃຫ້ມີການນໍາໃຊ້ເຄື່ອງມືທີ່ມີຄວາມແຂງສູງກວ່າ, ການຕໍ່ຕ້ານການສວມໃສ່ທີ່ດີກວ່າແລະເລຂາຄະນິດທີ່ເຫມາະສົມ. ສິ່ງທີ່ ສຳ ຄັນແມ່ນການຄິດໄລ່ວ່າຄວນໃຊ້ແຜ່ນໃສ່ carbide, ໃສ່ ceramic ຫຼືໃສ່ PCBN. Schmitz ເວົ້າວ່າ, "ຂ້ອຍເກືອບສະເຫມີເລືອກ carbide inserts ໃນເວລາທີ່ເຄື່ອງຈັກເຮັດວຽກທີ່ມີຄວາມແຂງຕ່ໍາກວ່າ 50 HRC. ສໍາລັບ workpieces ທີ່ມີຄວາມແຂງຂອງ 50-58 HRC, inserts ceramic ເປັນທາງເລືອກທີ່ປະຫຍັດຫຼາຍ. ພຽງແຕ່ໃນເວລາທີ່ workpiece CBN inserts ຄວນພິຈາລະນາສໍາລັບຄວາມແຂງສູງເຖິງ 58 HRC. ແຜ່ນເຈາະ CBN ແມ່ນເຫມາະສົມໂດຍສະເພາະສໍາລັບການຕັດວັດສະດຸທີ່ແຂງສູງເພາະວ່າກົນໄກການເຄື່ອງຈັກບໍ່ແມ່ນວັດສະດຸຕັດແຕ່ເປັນການໂຕ້ຕອບຂອງເຄື່ອງມື / workpiece. Melt ວັດສະດຸ.
ສໍາລັບການ grooving ຂອງພາກສ່ວນເຫຼັກແຂງທີ່ມີຄວາມແຂງຂອງຫຼາຍກ່ວາ 58 HRC, ການຄວບຄຸມ chip ບໍ່ແມ່ນບັນຫາ. ເນື່ອງຈາກການຂຸດຮ່ອງແຫ້ງມັກຈະຖືກນໍາໃຊ້, ຊິບແມ່ນຄ້າຍຄືຂີ້ຝຸ່ນຫຼືອະນຸພາກຂະຫນາດນ້ອຍຫຼາຍແລະສາມາດເອົາອອກດ້ວຍມື. Maton ຂອງ Sumitomo Electric ກ່າວວ່າ, "ໂດຍປົກກະຕິ, swarf ຊະນິດນີ້ຈະແຕກແລະແຕກຫັກໃນເວລາທີ່ມັນຕີຫຍັງ, ດັ່ງນັ້ນການຕິດຕໍ່ຂອງ swarf ກັບ workpiece ຈະບໍ່ທໍາລາຍ workpiece ໄດ້. ຖ້າທ່ານຈັບ swarf, ເຂົາເຈົ້າຈະຕີຢູ່ໃນມືຂອງທ່ານ."
ຫນຶ່ງໃນເຫດຜົນວ່າເປັນຫຍັງ inserts CBN ແມ່ນເຫມາະສົມສໍາລັບການຕັດແຫ້ງແມ່ນວ່າເຖິງແມ່ນວ່າຄວາມຕ້ານທານຄວາມຮ້ອນຂອງເຂົາເຈົ້າແມ່ນດີຫຼາຍ, ປະສິດທິພາບການປຸງແຕ່ງແມ່ນຫຼຸດລົງຢ່າງຫຼວງຫຼາຍໃນກໍລະນີຂອງການເຫນັງຕີງຂອງອຸນຫະພູມ. Economan ເວົ້າວ່າ, "ຄວາມຈິງແລ້ວ, ເມື່ອແຜ່ນ CBN ຕິດຕໍ່ກັບວັດສະດຸ workpiece, ມັນເຮັດໃຫ້ເກີດຄວາມຮ້ອນຂອງການຕັດຢູ່ປາຍ, ແຕ່ເນື່ອງຈາກວ່າແຜ່ນ CBN ສາມາດປັບຕົວໄດ້ຫນ້ອຍກັບການປ່ຽນແປງຂອງອຸນຫະພູມ, ມັນຍາກທີ່ຈະຮັກສາຄວາມເຢັນຢ່າງພຽງພໍ. ອຸນຫະພູມ. ລັດ. CBN ແມ່ນແຂງຫຼາຍ, ແຕ່ມັນຍັງອ່ອນຫຼາຍແລະອາດຈະແຕກຍ້ອນການປ່ຽນແປງຂອງອຸນຫະພູມ."
ເມື່ອຕັດຊິ້ນສ່ວນເຫລໍກທີ່ມີຄວາມແຂງຕ່ໍາ (ເຊັ່ນ: 45-50 HRC) ດ້ວຍແຜ່ນຊີມັງ carbide, ceramic ຫຼື PCBN, ຊິບທີ່ຜະລິດຄວນຈະສັ້ນທີ່ສຸດເທົ່າທີ່ເປັນໄປໄດ້. ນີ້ປະສິດທິຜົນກໍາຈັດຄວາມຮ້ອນຂອງການຕັດໃນອຸປະກອນການເຄື່ອງມືໃນລະຫວ່າງການຂະບວນການຕັດເນື່ອງຈາກວ່າຊິບສາມາດປະຕິບັດຈໍານວນຫຼາຍຂອງຄວາມຮ້ອນ.
Iskar's Schmitz ຍັງແນະນໍາວ່າເຄື່ອງມືໄດ້ຖືກປຸງແຕ່ງຢູ່ໃນສະຖານະ "inverted". ລາວອະທິບາຍວ່າ, "ເມື່ອຕິດຕັ້ງເຄື່ອງມືໃນເຄື່ອງມືເຄື່ອງຈັກ, ເຄື່ອງມືທີ່ຜູ້ສ້າງເຄື່ອງມືທີ່ມັກຂອງເຄື່ອງຈັກແມ່ນຕິດຕັ້ງໂດຍການຕັດໃບຫນ້າ, ຍ້ອນວ່ານີ້ອະນຸຍາດໃຫ້ສ້າງ.ການຫມຸນຂອງ workpiece ເພື່ອອອກແຮງດັນລົງໃນ rail ເຄື່ອງເພື່ອເຮັດໃຫ້ເຄື່ອງມີຄວາມຫມັ້ນຄົງ. ແນວໃດກໍ່ຕາມ, ເມື່ອແຜ່ນໃບຖືກຕັດເຂົ້າໄປໃນວັດສະດຸ workpiece, chip ສ້າງຕັ້ງຂຶ້ນອາດຈະຍັງຄົງຢູ່ໃນແຜ່ນໃບຄ້າຍຄືແລະ workpiece ໄດ້. ຖ້າຕົວຍຶດເຄື່ອງມືຖືກຫັນແລະເຄື່ອງມືຖືກຕິດຢູ່ຂ້າງຫນ້າ, ແຜ່ນໃບຄ້າຍຄືຈະບໍ່ເຫັນໄດ້, ແລະການໄຫຼຂອງຊິບອັດຕະໂນມັດຈະຫນີຈາກພື້ນທີ່ຕັດພາຍໃຕ້ການປະຕິບັດຂອງແຮງໂນ້ມຖ່ວງ."
ການແຂງຂອງພື້ນຜິວແມ່ນວິທີການທີ່ງ່າຍດາຍເພື່ອປັບປຸງຄວາມແຂງຂອງເຫຼັກກາກບອນຕ່ໍາ. ຫຼັກການແມ່ນເພື່ອເພີ່ມປະລິມານຄາບອນໃນລະດັບຄວາມເລິກທີ່ແນ່ນອນພາຍໃຕ້ຫນ້າດິນຂອງວັດສະດຸ. ໃນເວລາທີ່ຄວາມເລິກຂອງ grooving ເກີນຄວາມຫນາຂອງຊັ້ນແຂງຂອງຫນ້າດິນ, ບາງບັນຫາອາດຈະເກີດຂຶ້ນເນື່ອງຈາກການປ່ຽນແປງຂອງແຜ່ນໃບຄ້າຍຄື grooving ຈາກວັດສະດຸ harder ເປັນອຸປະກອນ softer. ເພື່ອເຮັດສິ່ງນີ້, ຜູ້ຜະລິດເຄື່ອງມືໄດ້ພັດທະນາລະດັບແຜ່ນໃບຫຼາຍສໍາລັບປະເພດຕ່າງໆຂອງວັດສະດຸ workpiece.
Duane Drape, ຜູ້ຈັດການຝ່າຍຂາຍຂອງ Horn (USA), ກ່າວວ່າ, "ເມື່ອປ່ຽນຈາກວັດສະດຸທີ່ແຂງກວ່າໄປສູ່ວັດສະດຸອ່ອນກວ່າ, ຜູ້ໃຊ້ບໍ່ຕ້ອງການປ່ຽນແຜ່ນໃບ, ດັ່ງນັ້ນພວກເຮົາຕ້ອງຊອກຫາເຄື່ອງມືທີ່ດີທີ່ສຸດສໍາລັບການເຄື່ອງຈັກປະເພດນີ້. ຖ້າໃຊ້ແຜ່ນຊີມັງ carbide, ມັນຈະພົບບັນຫາຂອງການສວມເກີນໄປໃນເວລາທີ່ແຜ່ນໃບຄ້າຍຄືຕັດຫນ້າດິນແຂງ, ຖ້າຫາກວ່າ inserts CBN ທີ່ເຫມາະສົມສໍາລັບການຕັດວັດສະດຸແຂງສູງທີ່ຈະຕັດສ່ວນອ່ອນ, ມັນງ່າຍທີ່ຈະທໍາລາຍໄດ້. ແຜ່ນໃບ, ພວກເຮົາສາມາດນໍາໃຊ້ການປະນີປະນອມ: ແຜ່ນໃສ່ carbide ຄວາມແຂງສູງ + ການເຄືອບ lubricated super, ຫຼືຂ້ອນຂ້າງອ່ອນ CBN ເກຣດ inserts + cutting inserts ເຫມາະສໍາລັບການຕັດວັດສະດຸທົ່ວໄປ (ແທນທີ່ຈະກ່ວາເຄື່ອງຈັກແຂງ).
Drape ກ່າວວ່າ, "ທ່ານສາມາດນໍາໃຊ້ CBN inserts ເພື່ອຕັດວັດສະດຸ workpiece ໄດ້ຢ່າງມີປະສິດທິພາບດ້ວຍຄວາມແຂງຂອງ 45-50 HRC, ແຕ່ເລຂາຄະນິດຂອງແຜ່ນໃບຄ້າຍຄືຕ້ອງໄດ້ຮັບການປັບ. inserts CBN ປົກກະຕິມີ chamfer ລົບຢູ່ໃນແຂບຕັດ. ຊ່ອງສຽບຊ່ອງສຽບ CBN ນີ້ອ່ອນລົງກັບເຄື່ອງ. ໃນເວລາທີ່ວັດສະດຸ workpiece ຖືກນໍາໃຊ້, ອຸປະກອນການຈະມີຜົນກະທົບດຶງອອກແລະຊີວິດຂອງເຄື່ອງມືຈະສັ້ນລົງ. ຖ້າຊັ້ນ CBN ທີ່ມີຄວາມແຂງຕ່ໍາຖືກນໍາໃຊ້ແລະເລຂາຄະນິດຂອງການຕັດແຂບໄດ້ຖືກປ່ຽນແປງ, ວັດສະດຸ workpiece ທີ່ມີຄວາມແຂງຂອງ 45-50 HRC ສາມາດຕັດໄດ້ຢ່າງສໍາເລັດຜົນ.
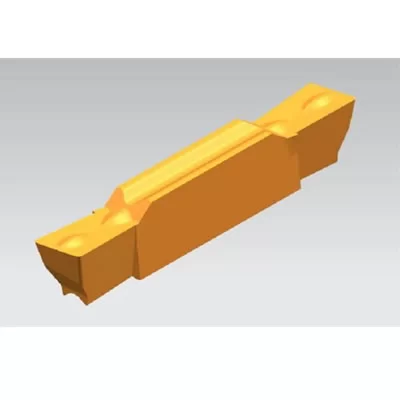
ແຜ່ນເຈາະ S117 HORN ທີ່ພັດທະນາໂດຍບໍລິສັດໃຊ້ປາຍ PCBN, ແລະຄວາມເລິກຂອງການຕັດແມ່ນປະມານ 0.15-0.2 ມມເມື່ອຄວາມກວ້າງຂອງເກຍຖືກຕັດຢ່າງແນ່ນອນ. ເພື່ອບັນລຸການສໍາເລັດຮູບທີ່ດີ, ໃບມີດມີແຜ່ນຂູດໃນແຕ່ລະດ້ານຕັດທັງສອງດ້ານ.
ທາງເລືອກອື່ນແມ່ນການປ່ຽນແປງຕົວກໍານົດການຕັດ. ອີງຕາມ Economan ຂອງ Index, "ຫຼັງຈາກການຕັດຜ່ານຊັ້ນແຂງ, ຕົວກໍານົດການຕັດຂະຫນາດໃຫຍ່ສາມາດຖືກນໍາໃຊ້. ຖ້າຫາກວ່າຄວາມເລິກແຂງພຽງແຕ່ 0.13mm ຫຼື 0.25mm, ຫຼັງຈາກການຕັດຜ່ານຄວາມເລິກນີ້, ແຜ່ນໃບຄ້າຍຄືທີ່ແຕກຕ່າງກັນໄດ້ຖືກທົດແທນຫຼືຍັງນໍາໃຊ້ແຜ່ນໃບຄ້າຍຄືກັນ, ແຕ່ເພີ່ມຕົວກໍານົດການຕັດໃນລະດັບທີ່ເຫມາະສົມ.
ເພື່ອໃຫ້ກວມເອົາການປຸງແຕ່ງຢ່າງກວ້າງຂວາງ, ຊັ້ນຮຽນຂອງແຜ່ນໃບຄ້າຍຄື PCBN ແມ່ນເພີ່ມຂຶ້ນ. ຊັ້ນຮຽນທີຄວາມແຂງທີ່ສູງຂຶ້ນຊ່ວຍໃຫ້ຄວາມໄວຕັດໄວຂຶ້ນ, ໃນຂະນະທີ່ຊັ້ນຮຽນທີ່ມີຄວາມແຂງດີກວ່າສາມາດຖືກນໍາໃຊ້ໃນສະພາບແວດລ້ອມການປຸງແຕ່ງທີ່ບໍ່ຫມັ້ນຄົງຫຼາຍ. ສໍາລັບການຕັດຕໍ່ເນື່ອງຫຼືຂັດຂວາງ, ຊັ້ນຮຽນສະຕິກ PCBN ທີ່ແຕກຕ່າງກັນຍັງສາມາດຖືກນໍາໃຊ້. Maton ຂອງ Sumitomo Electric ຊີ້ໃຫ້ເຫັນວ່າເນື່ອງຈາກຄວາມເສື່ອມຂອງເຄື່ອງມື PCBN, ການຕັດແຫຼມແມ່ນມີຄວາມສ່ຽງທີ່ຈະ chipping ໃນເວລາທີ່ເຄື່ອງຈັກແຂງ. "ພວກເຮົາຕ້ອງປົກປ້ອງການຕັດແຂບ, ໂດຍສະເພາະໃນການຕັດທີ່ຂັດຂວາງ, ການຕັດແຂບຄວນໄດ້ຮັບການກະກຽມຫຼາຍກວ່າການຕັດຢ່າງຕໍ່ເນື່ອງ, ແລະມຸມຕັດຄວນຈະໃຫຍ່ກວ່າ."
ຊັ້ນຮຽນທີ IB10H ແລະ IB20H ທີ່ພັດທະນາໃໝ່ຂອງ Iskar ໄດ້ຂະຫຍາຍສາຍຜະລິດຕະພັນ Groove Turn PCBN ຕື່ມອີກ. IB10H ແມ່ນຊັ້ນຮຽນທີ PCBN ທີ່ມີເມັດລະອຽດສໍາລັບການຕັດຕໍ່ເນື່ອງທີ່ມີຄວາມໄວສູງເຖິງຂະຫນາດກາງຂອງເຫຼັກແຂງ; ໃນຂະນະທີ່ IB20H ປະກອບດ້ວຍເມັດພືດ PCBN ຂະຫນາດດີແລະຂະຫນາດກາງ, ສະຫນອງການທົນທານຕໍ່ການສວມໃສ່ທີ່ດີແລະການຕໍ່ຕ້ານຜົນກະທົບ. ຄວາມດຸ່ນດ່ຽງສາມາດທົນກັບສະພາບທີ່ຮຸນແຮງຂອງເຫຼັກແຂງທີ່ຂັດຂວາງການຕັດ. ຮູບແບບຄວາມລົ້ມເຫຼວປົກກະຕິຂອງເຄື່ອງມື PCBN ຄວນຈະແມ່ນວ່າການຕັດແຂບໄດ້ສວມໃສ່ແທນທີ່ຈະແຕກ ຫຼືແຕກກະທັນຫັນ.
ເກຣດ PCBN ເຄືອບ BNC30G ທີ່ແນະນໍາໂດຍ Sumitomo Electric ແມ່ນໃຊ້ສໍາລັບການຂັດຈັງຫວະຂອງວຽກເຫຼັກແຂງ. ສໍາລັບການ grooving ຢ່າງຕໍ່ເນື່ອງ, ບໍລິສັດແນະນໍາ BN250 ລະດັບໃບມີດທົ່ວໄປຂອງຕົນ. Maton ເວົ້າວ່າ, "ເມື່ອຕັດຢ່າງຕໍ່ເນື່ອງ, ແຜ່ນໃບຖືກຕັດເປັນເວລາດົນນານ, ເຊິ່ງຈະສ້າງຄວາມຮ້ອນຫຼາຍ. ດັ່ງນັ້ນ, ມັນຈໍາເປັນຕ້ອງໃຊ້ແຜ່ນໃບທີ່ມີຄວາມທົນທານຕໍ່ການສວມໃສ່ທີ່ດີ. ໃນກໍລະນີຂອງການ grooving intermittent, ແຜ່ນໃບຄ້າຍຄືຢ່າງຕໍ່ເນື່ອງເຂົ້າໄປໃນແລະອອກຈາກການຕັດ. ມັນມີຜົນກະທົບຢ່າງຫຼວງຫຼາຍຕໍ່ປາຍ. ດັ່ງນັ້ນ, ມັນຈໍາເປັນຕ້ອງໃຊ້ແຜ່ນໃບທີ່ມີຄວາມທົນທານດີແລະສາມາດທົນທານຕໍ່ຜົນກະທົບຢ່າງຕໍ່ເນື່ອງ. ນອກຈາກນັ້ນ, ການເຄືອບແຜ່ນໃບຍັງຊ່ວຍຍືດອາຍຸຂອງເຄື່ອງມື."
ໂດຍບໍ່ຄໍານຶງເຖິງປະເພດຂອງຮ່ອງທີ່ກໍາລັງຖືກເຄື່ອງຈັກ, ກອງປະຊຸມທີ່ເຄີຍອີງໃສ່ການຂັດເພື່ອສໍາເລັດຮູບຊິ້ນສ່ວນເຫລໍກແຂງສາມາດປ່ຽນເປັນຮ່ອງດ້ວຍເຄື່ອງມື PCBN ເພື່ອເພີ່ມຜົນຜະລິດ. ການຂຸດເຈາະແຂງສາມາດບັນລຸຄວາມຖືກຕ້ອງຂອງມິຕິທຽບເທົ່າກັບການຂັດ, ໃນຂະນະທີ່ຫຼຸດຜ່ອນເວລາເຄື່ອງຈັກຢ່າງຫຼວງຫຼາຍ.