Slotting Sa Gigahi nga Asero Uban sa PCBN Cutter

Pag-slot sa gahi nga puthaw gamit ang PCBN cutter
Sa milabay nga dekada, ang tukma nga grooving sa gahi nga steel parts nga adunay polycrystalline cubic boron nitride (PCBN) inserts anam-anam nga mipuli sa tradisyonal nga paggaling. Si Tyler Economan, bidding engineering manager sa Index, USA, miingon, “Sa kinatibuk-an, ang grinding grooves kay mas lig-on nga proseso nga naghatag og mas taas nga dimensional accuracy kay sa grooving. Bisan pa, gusto gihapon sa mga tawo nga makompleto ang workpiece sa usa ka lathe. Nagkalainlain nga pagproseso ang gikinahanglan."
Ang lainlaing mga materyales sa workpiece nga gipagahi naglakip sa high speed steel, die steel, bearing steel ug alloy steel. Ang mga ferrous nga metal lamang ang mahimong matig-a, ug ang mga proseso sa pagpatig-a kasagaran gigamit sa ubos nga carbon steels. Pinaagi sa pagpatig-a nga pagtambal, ang gawas nga katig-a sa workpiece mahimong mas taas ug masul-ob, samtang ang sulod adunay mas maayo nga katig-a. Ang mga bahin nga ginama sa gahi nga asero naglakip sa mandrel, axle, connectors, drive wheels, camshafts, gears, bushings, drive shafts, bearings, ug uban pa.
Bisan pa, ang "gahi nga mga materyales" usa ka paryente, nagbag-o nga konsepto. Ang ubang mga tawo naghunahuna nga ang mga materyales sa workpiece nga adunay katig-a sa 40-55 HRC mga gahi nga materyales; ang uban nagtuo nga ang katig-a sa gahi nga mga materyales kinahanglan nga 58-60 HRC o mas taas pa. Niini nga kategorya, magamit ang mga gamit sa PCBN.
Human sa pagpatig-a sa induction, ang gipagahi nga layer sa nawong mahimong hangtod sa 1.5mm ang gibag-on ug ang katig-a mahimong moabot sa 58-60 HRC, samtang ang materyal sa ilawom sa sulud sa sulud sagad nga labi ka hinay. Sa kini nga kaso, kini mao ang importante sa pagsiguro nga ang kadaghanan sa mga pagputol gihimo sa ubos sa nawong gahi nga layer.
Ang mga himan sa makina nga adunay igo nga gahum ug katig-a usa ka kinahanglanon nga kondisyon alang sa pag-ukit sa mga gahi nga bahin. Sumala sa Economan, "Kon mas maayo ang pagkagahi sa himan sa makina ug mas taas ang gahum, mas episyente ang grooving sa gahi nga materyal. Alang sa mga materyales sa workpiece nga adunay katig-a nga labaw sa 50 HRC, daghang mga galamiton sa makina nga gaan ang wala makatagbo sa gikinahanglan nga mga kondisyon sa pagputol. Kung ang kapasidad sa makina (gahum, torque, ug labi na ang rigidity) nalapas, ang machining dili makompleto nga malampuson."
Ang rigidity importante kaayo alang sa workpiece nga naghupot sa device tungod kay ang contact surface sa cutting edge uban sa workpiece dako sa panahon sa proseso sa grooving, ug ang himan adunay usa ka dako nga pressure sa workpiece. Kung ang pag-clamp sa gipagahi nga steel workpieces, ang usa ka lapad nga clamp mahimong magamit aron isabwag ang clamping surface. Paul Ratzki, marketing manager sa Sumitomo Electric Hard Alloy Co., miingon, “Ang mga piyesa nga pagahimoon kinahanglang lig-on nga suportahan. Sa diha nga machining gahi nga mga materyales, ang vibration ug himan pressure nga namugna mas dako pa kay sa diha nga machining ordinaryo nga workpieces, nga mahimong moresulta sa workpiece clamping. Dili makalupad gikan sa makina, o hinungdan nga maputol o mabuak ang blade sa CBN."
Ang shank nga nagkupot sa grooving insert kinahanglan nga mubo kutob sa mahimo aron mamenosan ang overhang ug madugangan ang pagkagahi sa himan. Si Matthew Schmitz, manedyer sa mga produkto sa GRIP sa Isca, nagpunting nga sa kinatibuk-an, ang mga galamiton nga monolitik mas angay alang sa pag-ukit sa mga gahi nga materyales. Bisan pa, ang kompanya nagtanyag usab usa ka modular grooving system. "Ang modular shank mahimong magamit sa mga sitwasyon sa machining diin ang himan dali nga mapakyas," ingon niya. "Dili nimo kinahanglan nga ilisan ang tibuuk nga shank, kinahanglan nimo nga ilisan ang usa ka dili kaayo mahal nga sangkap. Ang modular shank nagtanyag usab usa ka lainlaing mga kapilian sa machining. Ang Iskar's Grip modular system mahimong ma-install sa lain-laing mga produkto. Mahimo nimong gamiton ang tool holder nga adunay 7 ka lain-laing blades para sa 7 ka linya sa produkto o bisan unsang gidaghanon sa blades para sa lain-laing pagproseso Ang parehas nga linya sa produkto nga adunay gilapdon sa slot."
Ang mga toolholder sa Sumitomo Electric alang sa pagkupot sa CGA-type inserts naggamit ug top-clamping method nga mobira sa blade balik ngadto sa holder. Kini nga tighupot adunay usab usa ka side fastening screw aron makatabang sa pagpauswag sa kalig-on sa pagkupot ug pagpalugway sa kinabuhi sa himan. Rich Maton, katabangmanager sa departamento sa disenyo sa kompanya, miingon, "Kini nga tool holder gidisenyo alang sa pag-ukit sa gahi nga mga workpiece. Kung ang blade molihok sa holder, ang sulab magsul-ob sa paglabay sa panahon ug ang kinabuhi sa himan mausab. Alang sa taas nga produktibo nga mga kinahanglanon sa machining sa automotive industriya (sama sa 50-100 o 150 ka workpieces kada cutting edge), ang predictability sa tool life ilabinang importante, ug ang mga kausaban sa tool life mahimong adunay dakong epekto sa produksyon."
Sumala sa mga taho, ang Mitsubishi Materials 'GY series nga Tri-Lock modular grooving system kay ikatandi sa rigidity sa integral blade chucks. Ang sistema kasaligan nga nagkupot sa mga grooving blades gikan sa tulo ka direksyon (peripheral, atubangan ug ibabaw). Ang duha ka structural design niini nagpugong sa blade nga mabalhin sa panahon sa grooving: ang V-shaped projection nagpugong sa blade sa paglihok sa mga kilid; ang yawe sa kaluwasan nagwagtang sa paglihok sa unahan sa blade tungod sa pwersa sa pagputol sa panahon sa slot machining.
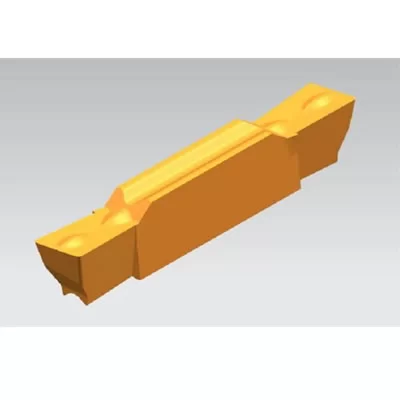
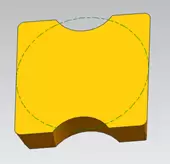
Ang kasagarang gigamit nga grooving inserts para sa gahi nga steel parts naglakip sa yano nga square inserts, forming inserts, slotted inserts, ug uban pa. Kasagaran, ang giputol nga mga grooves gikinahanglan nga adunay usa ka maayo nga paghuman sa ibabaw tungod kay kini adunay usa ka bahin sa pag-upa, ug ang uban mga O-ring o snap ring grooves. Sumala kang Mark Menconi, espesyalista sa produkto sa Mitsubishi Materials, "Kini nga mga proseso mahimong bahinon ngadto sa inner diameter groove machining ug outer diameter groove machining, apan kadaghanan sa grooving operations nagkinahanglan og maayong pagputol, lakip ang light touch precision gikan sa mga 0.25 mm nga giladmon sa pagputol. usa ka bug-os nga pagputol nga adunay giladmon nga mga 0.5mm."
Ang grooving sa gahi nga asero nagkinahanglan sa paggamit sa mga himan nga adunay mas taas nga katig-a, mas maayo nga pagsukol sa pagsul-ob ug angay nga geometry. Ang yawe mao ang pagtino kung ang usa ka carbide insert, usa ka ceramic insert o usa ka PCBN insert kinahanglan ba nga gamiton. Si Schmitz miingon, "Ako hapit kanunay nga mopili sa mga pagsal-ot sa carbide sa dihang mag-machining sa mga workpiece nga adunay mga katig-a ubos sa 50 HRC. Alang sa mga workpiece nga adunay katig-a nga 50-58 HRC, ang mga pagsal-ot sa seramik usa ka ekonomikanhon nga pagpili. Sa diha lamang nga ang workpiece nga gisal-ot sa CBN kinahanglan nga tagdon alang sa katig-a hangtod sa 58 HRC. Ang mga pagsal-ot sa CBN labi nga angay alang sa pag-machin sa ingon nga mga high-hard nga materyales tungod kay ang mekanismo sa machining dili usa ka materyal nga pagputol apan usa ka interface sa tool/workpiece. Matunaw ang materyal.
Alang sa pag-ukit sa gipagahi nga mga bahin sa asero nga adunay katig-a nga labaw sa 58 HRC, ang pagkontrol sa chip dili usa ka problema. Tungod kay ang uga nga grooving kasagarang gigamit, ang mga chips mas sama sa abug o gamay kaayo nga mga partikulo ug mahimong makuha pinaagi sa paghuyop sa kamot. Ang Maton sa Sumitomo Electric miingon, "Kasagaran, kini nga matang sa swarf mabuak ug mabungkag kung kini maigo sa bisan unsang butang, busa ang pagkontak sa swarf sa workpiece dili makadaot sa workpiece.
Usa sa mga hinungdan ngano nga ang mga pagsal-ot sa CBN angay alang sa uga nga pagputol mao nga bisan kung maayo kaayo ang ilang pagsukol sa kainit, ang pasundayag sa pagproseso labi nga pagkunhod sa kaso sa pagbag-o sa temperatura. Ang Economan nag-ingon, "Sa tinuud, kung ang pagsulud sa CBN naa sa kontak sa materyal nga workpiece, nagpatungha kini kainit sa pagputol sa tumoy, apan tungod kay ang pagsulud sa CBN dili kaayo mapasibo sa mga pagbag-o sa temperatura, lisud ang igo nga pagpabugnaw aron mapadayon ang kanunay. temperatura. Estado. Lisud kaayo ang CBN, apan kini usab brittle ug mahimong maguba tungod sa mga pagbag-o sa temperatura."
Kung ang pagputol sa mga bahin sa asero nga adunay ubos nga katig-a (sama sa 45-50 HRC) nga adunay semento nga carbide, ceramic o pagsal-ot sa PCBN, ang namugna nga mga chips kinahanglan nga mubo kutob sa mahimo. Kini epektibo nga nagtangtang sa kainit sa pagputol sa materyal nga himan sa panahon sa proseso sa pagputol tungod kay ang mga chips makadala sa daghang kainit.
Girekomenda usab ni Iskar's Schmitz nga ang himan iproseso sa usa ka "balit-ad" nga kahimtang. Gipasabot niya, “Sa dihang mag-instalar og himan sa usa ka himan sa makina, ang gusto nga himan sa tigbuhat og himan sa makina i-install pinaagi sa pagputol sa blade sa atubangan, tungod kay kini nagtugot sapag-rotate sa workpiece aron ipa-ubos ang presyur sa riles sa makina aron magpabiling lig-on ang makina. Bisan pa, kung ang blade giputol sa materyal nga workpiece, ang naporma nga mga chips mahimong magpabilin sa blade ug sa workpiece. Kung ang tool holder balihon ug ang himan i-mount upside down, ang blade dili makita, ug ang chip flow awtomatikong mogawas gikan sa cutting area ubos sa aksyon sa grabidad.
Ang pagpagahi sa nawong usa ka yano nga pamaagi aron mapaayo ang katig-a sa ubos nga carbon steel. Ang prinsipyo mao ang pagdugang sa carbon content sa usa ka giladmon ubos sa nawong sa materyal. Kung ang giladmon sa grooving molapas sa gibag-on sa nawong nga gipagahi nga layer, ang pipila ka mga problema mahimong motumaw tungod sa pagbag-o sa sulud sa grooving gikan sa usa ka mas gahi nga materyal ngadto sa usa ka mas hinay nga materyal. Alang niini, ang mga tiggama sa himan nakahimo og daghang mga marka sa blade alang sa lainlaing mga lahi sa mga materyales sa workpiece.
Si Duane Drape, sales manager sa Horn (USA), miingon, "Sa dihang mag-ilis gikan sa mas gahi nga materyal ngadto sa mas humok nga materyal, dili kanunay gusto sa user nga usbon ang blade, mao nga kinahanglan natong pangitaon ang pinakamaayong himan alang niining matang sa machining. Kung ang usa ka sementadong carbide insert gigamit, kini makasugat sa problema sa sobra nga pagsul-ob sa diha nga ang blade magputol sa usa ka gahi nga nawong. Kung ang usa ka CBN insert nga angay sa pagputol sa taas nga gahi nga mga materyales gigamit sa pagputol sa usa ka humok nga bahin, kini dali nga makadaot sa blade. Makagamit mi ug compromise: high hardness carbide inserts + super lubricated coatings, o medyo humok nga CBN insert grades + cutting inserts nga angayan sa pagputol sa kasagarang mga materyales (kaysa hard machining).
Miingon si Drape, "Mahimo nimong gamiton ang mga insert sa CBN aron epektibong maputol ang mga materyales sa workpiece nga adunay katig-a nga 45-50 HRC, apan ang geometry sa blade kinahanglang i-adjust. Ang kasagaran nga mga insert sa CBN adunay negatibo nga chamfer sa tumoy. Kining negatibo nga chamfer CBN insert mas humok sa makina. Kung gigamit ang materyal nga workpiece, ang materyal adunay usa ka pull-out nga epekto ug ang kinabuhi sa himan mub-an. Kung ang grado sa CBN nga adunay ubos nga katig-a gigamit ug ang geometry sa pagputol gibag-o, ang workpiece nga materyal nga adunay katig-a nga 45-50 HRC mahimong malampuson nga maputol.
Ang S117 HORN grooving insert nga gihimo sa kompanya naggamit sa tip sa PCBN, ug ang giladmon sa pagputol mga 0.15-0.2 mm kung ang gilapdon sa gear tukma nga giputol. Aron makab-ot ang usa ka maayo nga paghuman sa ibabaw, ang sulab adunay usa ka eroplano nga nag-scrape sa matag usa sa mga cutting edge sa duha ka kilid.
Ang laing kapilian mao ang pagbag-o sa mga parameter sa pagputol. Sumala sa Index's Economan, "Pagkahuman sa pagputol sa gipagahi nga layer, ang mas dagkong mga parameter sa pagputol mahimong magamit. Kung ang gipagahi nga giladmon 0.13mm o 0.25mm lamang, pagkahuman sa pagputol niini nga giladmon, bisan ang lainlaing mga blades gipulihan o gigamit gihapon ang parehas nga blade, apan dugangi ang mga parameter sa pagputol sa angay nga lebel."
Aron matabonan ang mas lapad nga sakup sa pagproseso, ang mga grado sa blade sa PCBN nagkadaghan. Ang mas taas nga mga grado sa katig-a nagtugot sa mas paspas nga pagputol, samtang ang mga grado nga adunay mas maayo nga katig-a mahimong magamit sa mas dili lig-on nga mga palibot sa pagproseso. Para sa padayon o nabalda nga pagputol, lain-laing PCBN insert grades mahimo usab nga gamiton. Gitumbok ni Maton sa Sumitomo Electric nga tungod sa pagkabuak sa mga galamiton sa PCBN, ang mga hait nga pagputol sa mga kilid daling maputol sa dihang mag-machining sa gahi nga puthaw. "Kinahanglan natong panalipdan ang pagputol, ilabi na sa nabalda nga pagputol, ang pagputol sa kilid kinahanglan nga andamon labaw pa sa padayon nga pagputol, ug ang pagputol sa anggulo kinahanglan nga mas dako."
Ang bag-ong naugmad nga mga grado sa IB10H ug IB20H ni Iskar dugang nga nagpalapad sa linya sa produkto niini sa Groove Turn PCBN. Ang IB10H usa ka pinong grained nga grado sa PCBN alang sa medium ngadto sa high speed padayon nga pagputol sa gahi nga asero; samtang ang IB20H naglangkob sa pino ug medium nga gidak-on sa lugas nga mga lugas sa PCBN, nga naghatag og maayo nga pagsukol sa pagsul-ob ug pagbatok sa epekto. Ang balanse makasugakod sa mas grabe nga mga kondisyon sa gipagahi nga puthaw nga naputol nga pagputol. Ang normal nga paagi sa kapakyasan sa usa ka himan sa PCBN mao nga ang pagputol sa ngilit mahurotimbes nga kalit nga mag-crack o mag-crack.
Ang BNC30G nga adunay sapaw nga grado sa PCBN nga gipaila sa Sumitomo Electric gigamit alang sa nabalda nga pag-ukit sa gipagahi nga steel workpieces. Para sa padayon nga grooving, girekomenda sa kompanya ang BN250 universal blade nga grado. Si Maton miingon, "Kung padayon nga pagputol, ang blade maputol sa dugay nga panahon, nga makamugna og daghang pagputol sa kainit. Busa, gikinahanglan nga gamiton ang usa ka sulab nga adunay maayo nga pagsukol sa pagsul-ob. Sa kaso sa intermittent grooving, ang blade padayon nga mosulod ug mogawas sa pagputol. Kini adunay dako nga epekto sa tumoy. Busa, gikinahanglan ang paggamit sa usa ka sulab nga adunay maayo nga katig-a ug makasugakod sa nagkasumpaki nga epekto. Dugang pa, ang blade coating makatabang usab sa pagpalawig sa kinabuhi sa himan.
Bisan unsa pa ang klase sa groove nga gigama, ang mga workshop nga kaniadto nagsalig sa paggaling aron mahuman ang gipagahi nga mga bahin sa asero mahimo’g mabag-o sa pag-ukit gamit ang mga himan sa PCBN aron madugangan ang produktibo. Ang gahi nga grooving mahimong makab-ot ang dimensyon nga katukma nga ikatandi sa paggaling, samtang labi nga pagkunhod sa oras sa machining.