ການນໍາໃຊ້ເຕັກໂນໂລຊີ ESC ເພື່ອປັບປຸງຄວາມທົນທານຂອງແຜ່ນໃບຄ້າຍຄື carbide ຊີມັງ


ຂະບວນການ ESC (Edge and Surface conditioning) ແມ່ນຂະບວນການສໍາລັບການເພີ່ມປະສິດທິພາບ (passivation) ແລະການຂັດຜິວຂອງຂອບຕັດ. ໂດຍຜ່ານຂະບວນການ ESC, ສາມາດປັບປຸງຄວາມເຂັ້ມແຂງຂອງຂອບເຄື່ອງມື, ສະພາບຄວາມກົດດັນຂອງຫນ້າດິນໄດ້ຖືກປັບປຸງ, ມູນຄ່າຄວາມຫຍາບຂອງຫນ້າດິນຫຼຸດລົງ, ແລະຄວາມທົນທານຂອງເຄື່ອງມືແມ່ນ 1 ~ 4 ເທົ່າ.
ການຂຸດເຈາະນ້ຳມັນຂອງຈີນຕໍ່ປີແລະການຜະລິດທໍ່ເຫຼັກກ້າໄດ້ຊົມໃຊ້ຫຼາຍກວ່າ 800,000 ໂຕນ, ການປຸງແຕ່ງທໍ່ເຫລັກກ້ານ້ຳມັນຕ້ອງໃຊ້ແຜ່ນເຫຼັກເປັນຈຳນວນຫຼາຍ (ຫຼາຍແສນຕ່ອນຕໍ່ປີ), ເພາະສະນັ້ນການນຳໃຊ້ເຕັກໂນໂລຊີ ESC ເພື່ອປັບປຸງການຂຸດເຈາະນ້ຳມັນ. ຄຸນນະພາບແລະຄວາມທົນທານຂອງແຜ່ນໃບຄ້າຍຄື threaded ມີຜົນປະໂຫຍດທາງດ້ານເສດຖະກິດທີ່ສໍາຄັນ.
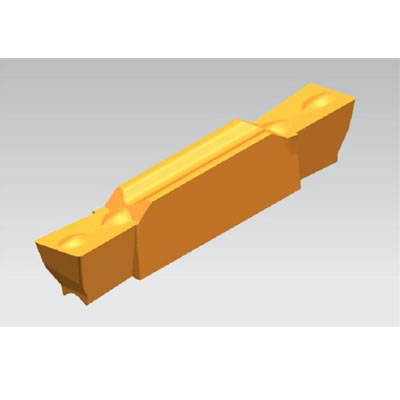
1. ລັກສະນະຮູບຮ່າງຂອງ 1 Thread blades ເຈ້ຍນີ້ແມ່ນປະເພດຂອງ comb ແຜ່ນໃບຄ້າຍຄືສາມແຂ້ວນໍາໃຊ້ສໍາລັບ thread ພາຍນອກຂອງທໍ່ນ້ໍາມັນ, ແລະວັດສະດຸແຜ່ນໃບຄ້າຍຄື YT715 cemented carbide. ຢູ່ຂອບຕັດຂອງແຕ່ລະແຂ້ວຂອງແຜ່ນໃບ, 11 ຈຸດລັກສະນະ A~q ຖືກເລືອກ, ໃນນັ້ນຈຸດ H ເປັນຕົວແທນຂອງປາຍຂອງແຜ່ນໃບ, ຈຸດ A ແລະ Q ເປັນຕົວແທນຂອງຂອບຂອງຮາກ, ແລະຈຸດ D ແລະ L ເປັນຕົວແທນ. ດ້ານຂ້າງຂອງຂອບ. ໃນການຂະຫຍາຍສູງ, ຂອບຂອງໃບ (i.e. ຈຸດເຊື່ອມຕໍ່ຂອງດ້ານຫນ້າແລະດ້ານຫລັງ) ບໍ່ແມ່ນເສັ້ນງ່າຍດາຍ, ແຕ່ເປັນພື້ນຜິວທີ່ສະລັບສັບຊ້ອນ.
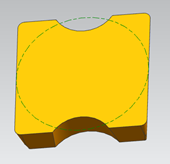
ຄວາມຄົມຊັດຂອງຂອບແມ່ນສະແດງໂດຍລັດສະໝີ re. ແຜ່ນໃບແມ່ນເຄື່ອງຈັກເພື່ອສ້າງເປັນຂອບທໍາມະຊາດແຫຼມ, ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບ .ລັດສະຫມີຂອງຂອບຂອງຮູບຮ່າງຂອງແຂ້ວແມ່ນບໍ່ເປັນເອກະພາບ (re=0.002~0.018mm).
ເພື່ອປັບປຸງຄວາມຫນ້າເຊື່ອຖືແລະຄວາມຫມັ້ນຄົງຂອງເຄື່ອງມືຕັດ, ຄວາມແມ່ນຍໍາ honing ຂອງແຂບໂດຍເຕັກໂນໂລຊີ ESC ສາມາດເພີ່ມຄວາມເຂັ້ມແຂງຂອງຂອບ (ເພີ່ມຂຶ້ນ re), ຫຼຸດຜ່ອນມູນຄ່າ roughness ຂອງຫນ້າດິນ (ra
2. ເຕັກໂນໂລຊີ ESC ແລະ Vibration honing ວິທີການ ESC (Edge and surface hardening treatment) ຂະບວນການຕາມຫຼັກການສາມາດແບ່ງອອກເປັນກົນຈັກ, ເຄມີ, electrochemical, abrasive, ການປຸງແຕ່ງຄວາມຮ້ອນ, ໄຟຟ້າແລະວິທີການດ້ານວິຊາການອື່ນໆ, ເຊັ່ນ: ແປງເຄື່ອງຈັກ honing, vibration. ວິທີການ honing abrasive, ວິທີການເສີມຂະຫຍາຍການລະເບີດດິນຊາຍ, ວິທີການລູກລະເບີດຄວາມໄວສູງ.
ໃນກະດາດນີ້, ວິທີການ honing abrasive vibration ຖືກນໍາໃຊ້ເພື່ອສ້າງຄວາມເຂັ້ມແຂງດ້ານຂອບຂອງແຜ່ນໃບຄ້າຍຄື, ເຊິ່ງມີລັກສະນະການລົງທຶນຫນ້ອຍແລະຄ່າໃຊ້ຈ່າຍຕ່ໍາ, ແລະປະສິດທິພາບສາມາດຫຼຸດຜ່ອນຫຼືລົບລ້າງຄວາມກົດດັນທີ່ຕົກຄ້າງຢູ່ດ້ານແຜ່ນໃບຄ້າຍຄື, ດັ່ງນັ້ນການເພີ່ມຄວາມທົນທານຂອງແຜ່ນ. ແຜ່ນໃບ. ເຄື່ອງ honing ການສັ່ນສະເທືອນແບບດັ້ງເດີມແມ່ນປະກອບດ້ວຍກົນໄກການສັ່ນສະເທືອນ (ມໍເຕີ, cam, ພາກຮຽນ spring, ແລະອື່ນໆ) ແລະ worktable, abrasive ໃຊ້ອະນຸພາກ sic ຫຼື alumina, ແຜ່ນໃບຄ້າຍຄືແລະ abrasive ໃນກ່ອງໃສ່ໃນ workbench ໄດ້, ໂດຍຜ່ານແຜ່ນໃບຄ້າຍຄືແລະ friction abrasive, ຜົນກະທົບເພື່ອເຮັດໃຫ້. passivation ຂອບ. ຢ່າງໃດກໍຕາມ, ມັນເປັນການຍາກທີ່ຈະຮັບປະກັນ radius ເອກະພາບຂອງການຕັດແຂບ, ຄວາມຜິດພາດ radius ຂອງເທິງແຂ້ວແລະຮາກແຂ້ວແມ່ນ 0.02 ~ 0.09mm, ເຊິ່ງຜົນກະທົບຕໍ່ຄຸນນະພາບເຄື່ອງຈັກແລະຊີວິດປະສິດທິພາບຂອງແຜ່ນໃບຄ້າຍຄື threaded ໄດ້.
ໃນກະດາດນີ້, ວິທີການ honing ການສັ່ນສະເທືອນກົນຈັກໃຫມ່ແມ່ນຖືກນໍາໃຊ້ເພື່ອທົດແທນ cam ແລະກົນໄກການ motor ແບບດັ້ງເດີມດ້ວຍ motor vibration ປະເພດໃຫມ່, abrasive ແມ່ນປະສົມຂອງ Emery ແລະ boron carbide, ແລະການເຄື່ອນໄຫວທີ່ກ່ຽວຂ້ອງລະຫວ່າງແຜ່ນໃບຄ້າຍຄືແລະ. abrasive ແມ່ນການປັບປຸງໂດຍການນໍາໃຊ້ fixture ໃຫມ່, ດັ່ງນັ້ນທາງເທິງແຂ້ວແລະ radius ແຂບຂອງຄວາມຜິດພາດໄດ້ຖືກຄວບຄຸມພາຍໃນ 0.01mm, ດັ່ງນັ້ນການປັບປຸງອັດຕາການຜ່ານການປຸງແຕ່ງກະທູ້ແລະໃບມີຊີວິດປະສິດທິຜົນ.